Water quality control technology
First, technical requirements
1. The position of the water stop belt should be accurate and the installation should be firm. There should be no distortion, knotting or tumbling.
2. The radial position of the installation is ±5 cm from the design tolerance, and the longitudinal position of the installation is allowed to be ±3 cm from the center.
3. The longitudinal and circumferential waterstops are installed with half of the exposed and buried widths; the vertical arched longitudinal waterstops are provided with a Φ6mm “U-shaped†steel bar positioning every 50cm.
4. The special vulcanized rubber slab is heated by a hot vulcanizing compound welding machine, so that the rubber slats are melted between the waterstops, and sufficient pressing force is used to achieve close bonding between the two waterstops, thereby achieving water stoppage. With the requirement of waterproofing with hot vulcanization welding, the waterstops at both ends of the joint position must be ground before the water stop belt is connected, and the surface is clean and the width is not less than 10cm. The welding temperature should be controlled during welding to prevent the water from being foamed due to excessive temperature. After welding, the waterstop should be laid flat, not bent or stretched, and free from external force before cooling. The water-stopping belt is cut and tidy, and the lap joint is smooth. After the rubber slats are melted, there should be enough force to squeeze them, forcing the bond to be firm. The concrete in the waterstop zone should be fully vibrated to ensure that the concrete is fully compacted. It is strictly forbidden to cause the damage, eccentricity, and running mode caused by the vibrating bar touching the waterstop.
Second, the construction procedures and process
1. Construction procedure construction preparation preheating welding machine water stop belt cutting water stop grinding place raw rubber help strip welding machine heating pressure cooling after inspection and acceptance
2, hot vulcanization welding process
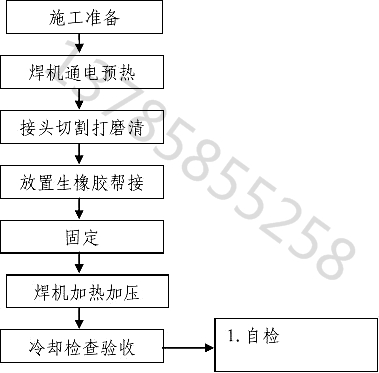
Water stop welding construction process flow chart
Third, the construction process operation points
(1) The heat vulcanization welder is preheated for 30 minutes in advance, and the preheating temperature reaches 130 °C.
(2) The water stop joint is cut neatly, and the end of the water stop belt is polished by an electric hand grinder, the grinding width is not less than 10 cm, and the joint surface is cleaned and roughened.

Treat the end of the lap joint
(3) Using 10cm wide raw rubber splicing strips placed in the middle of the ends of the two waterstops, the end of the waterstops polished by the hot melt rubber splicing strips and squeezed to achieve glue between the waterstops connection.
(4) After fixing the water stop belt and the raw rubber splicing strip, close the hot melt welding machine, raise the jack pressure, and perform electric heating for about 20 minutes.
(5) After the hot-melt welding machine is cooled, the welder is turned on to take out the water stop tape, and the appearance inspection of the welding quality is performed, and the installation work can be performed after passing the test.
(6) According to the design of the arch wall lining and the thickness of the invert arch, after fixing the steel end die, install the buried waterstop, the right angle surface of the water stop strip and the angle steel are pressed by the compression fasteners, and the water stop belt is supported by the concrete. The reinforcing bar is fixed on one side to ensure that the water stop belt is not biased during the pouring process. Installation of buried waterstop in short side wall: Set the support frame system in advance at the tunnel bottom, set a Φ6mm “U-shaped†steel bar positioning water stop belt every 50cm, and install and expose the vertical buried water stop belt. Half of the width, the waterstop should be installed straight, and the joint must be welded by thermal vulcanization.

Note: After the waterstop is fixed, the wooden mold is used to block between the angle steel and the surrounding rock. The wooden mold is fixed by the steel pipe rib. The steel pipe is placed on the curved I-beam through the diagonal steel pipe to form the wooden mold. Reinforcement system.
Looking for more quality and affordable waterproof water-stopping materials and rubber products, we will come to Hengshui Yifeng Technology Co., Ltd., we are waiting for you to inquire! 13785855258付Technical line
Http://news.chinawj.com.cn
0
Anfeng Magnets Manufactruing Co.,Ltd , https://www.anfengmagnetics.com