From the perspective of the mold enterprise, the design and manufacturing level of the mold is the core of the enterprise to maintain the competitive advantage of the market, and the mold design is the inductive knowledge-intensive collaborative operation process, which is the innovation of the collection and processing of knowledge. The process is a comprehensive reflection of the core knowledge resources of the enterprise. This process relies heavily on the designer's design experience and technology accumulation, especially the tacit knowledge of the design experience that exists in the subconscious of the designer. Therefore, the mold designer should put these design knowledge into account. Infiltrated into the mold design to improve the mold design level of the enterprise, thus strengthening the competitiveness of the mold enterprise in the market.
What is discussed in this article is a button mold that looks simple in appearance, but if the designer is careless, it is easy to complicate the original simple mold. Figure 1 is a product part drawing of the button mold we recently accepted. The material required for this product is modified polystyrene, mass production, MT5 precision without tolerance, this part has neither through hole nor side hole. From the design of the parting surface to the formation of the molded part, to the structure of the mold is relatively simple, but can not ignore the choice of its optimization scheme because of simplicity, we will discuss its design scheme below.
1. The design of the button mold
(1) Determination of parting surface
According to the design and selection principle of the parting surface of plastic products, the parting surface should be designed in the part with the largest part of the part without affecting the appearance of the part. If the classification method A-A shown in Fig. 2a is used for horizontal classification, the arrow is oriented toward the position of the movable mold. Due to the existence of the plastic groove recession force, the plastic part may remain in the fixed mold, in order to demold the plastic part. The fixed-die pushing mechanism must be designed, which complicates the seemingly simple mold structure, and the design cost of the mold is correspondingly improved; using the parting method shown in Fig. 2b, the A-A horizontal splitting plastic part, It is wrapped on the side of the movable mold core and thus remains on the movable mold side, which makes the structure of the mold simple. Therefore, this method is selected as the classification scheme for our mold design.

Figure 1 Button parts
(2) Cavity layout
1 If a single piece is used, the outer dimensions of the part are small, and the formwork is particularly large relative to the mold, which causes waste of equipment resources and is not suitable for mass production. 2 If multiple modules are used, the production efficiency is high and the resource utilization rate is high. Here, a rectangular distribution of six pieces is used, and the mold size is moderate, which is suitable for mass production, but the split runner has a long dimension. 3 If a circular shape of a mold is used, the mold size is moderate, suitable for mass production and easy to place the gating system. Compared with the rectangular distribution, the flow into each cavity is the shortest, reducing the loss of heat, plastic material The utilization rate is also higher than when the rectangle is distributed. According to the above technical analysis, we chose a layout of six circular distributions when designing the mold (see Figure 3).
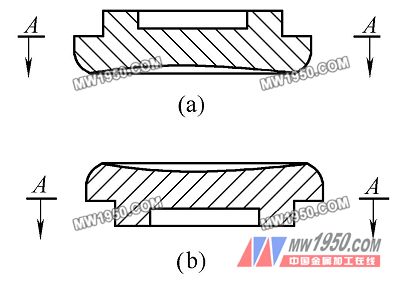
figure 2
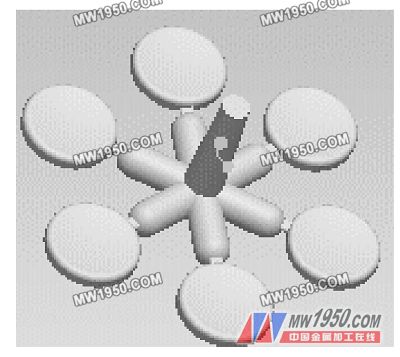
Figure 3 Flow path form
Next page
Komatsu Swing Parts,Komatsu Swing Gearbox Parts,Komatsu Swing Motor Parts,Komatsu Excavator Swing Parts
JINING SHANTE SONGZHENG CONSTRUCTION MACHINERY CO.LTD , https://www.sdkomatsuexcavatorparts.com