2. In order to ensure the roughness requirements after machining the contour surface of the workpiece, the final contour should be arranged continuously in the last pass.
Figure 2a shows the path of machining the inner cavity by line cutting. This type of cutting can cut off the entire margin in the inner cavity without leaving a dead angle and without damaging the contour. However, the line cut will leave a residual height between the start and end points of the two passes, without achieving the required surface roughness. Therefore, if the path of the b-picture is used, the line cutting method is first used, and finally a knife is cut along the circumferential direction to smooth the contour surface, and a good effect can be obtained. Figure 2c is also a better way to travel.
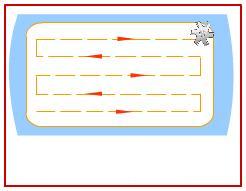
a
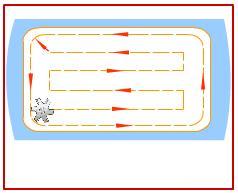
b
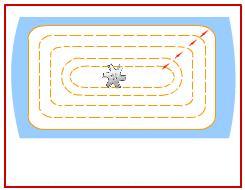
c
Figure 2 Three paths for milling the inner cavity
3. Consider the path of the tool in and out (cut in, cut out)
The cutting point or cutting point of the tool should be on the tangent line along the contour of the part to ensure the smooth contour of the workpiece; avoid scratching the surface of the workpiece vertically and downwardly on the contour surface of the workpiece; minimize the pause during the cutting of the contour machining (A sudden change in cutting force causes elastic deformation) to avoid leaving a knife mark, as shown in Figure 3.
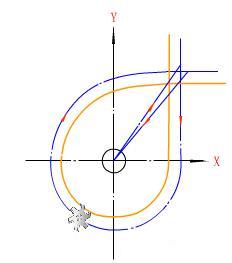
Figure 3: Extension of the tool when cutting in and out
4. Choose a route that makes the workpiece less deformed after machining
For slender parts or thin-plate parts with small cross-sections, the path should be arranged in several passes to the final size or symmetrically to remove the allowance.
5. First arrange the step of less rigid damage to the workpiece
Previous page
Aluminum Coils,Polished Aluminum Coil,Aluminum Coil for Coating
Ling Feng Aluminum Co., Ltd. , http://www.nbaluminum.com