Checking relevant information at home and abroad It is learned that the internal inclined wheel mechanism dedicated to precision instruments is mainly dependent on imports, which is expensive and has a long lead time. Contact with domestic professional bearing manufacturers and refused to supply due to small batch size and some technical problems. Therefore, in order to save production costs and speed up the development of new products, our company decided to carry out technical research on the special bearings for arc-holes that restrict production. This article will introduce in detail the method of our company's shape optimization and processing and inspection of the inner ring of special arc bearings.
1. Special bearing for arc hole
The arc hole special bearing refers to a non-cylindrical inner hole bearing, and the inner ring hole has an inner hole as shown in FIG. When the arc hole is in contact with the cylindrical shaft, the axial thrust can be generated as the angle of intersection of the bearing and the cylindrical shaft changes, so that the bearing inner ring rotates to cause axial movement of the stationary bearing outer ring.

Figure 1 Arc hole special bearing and inner ring inner hole shape
According to domestic and foreign data, the shape of the inner arc is to use a shaped diamond roller to correct the grinding wheel. The diamond roller itself is expensive, and the corresponding diamond roller device is also arranged, which is too expensive in small batch processing. If the diamond walking mode is used for correction, it is also necessary to manufacture a special modified grinding wheel mechanism, which cannot be solved in the short term. We analyze the working condition of the bearing mainly because the arc part in the middle of the bearing is the key, so the design of the inner hole of the bearing inner ring of the 100 inner ring finished parts purchased by the Harbin Group is negotiated as shown in the figure. 1 is changed to shown in Figure 2. This can simplify the full shape of the grinding wheel into the arc part of the grinding wheel. The Harbin Group CNC Tool Company processes the desired shape on the CNC lathe using an annealing and turning process. Then, the inner ring was handed over to the bearing by the Harbin Group according to the p6 precision requirements, and then returned, and finally our company finished the finishing.
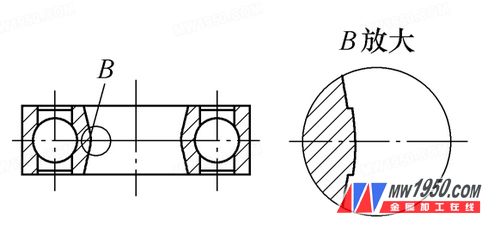
Figure 2 Improved inner ring inner hole shape
2. Finishing and testing methods
To this end, we designed and manufactured the special fixture for the arc hole as shown in Figure 3, as well as the special arc hole clamp, which improved the device for forming the arc R of the grinding wheel. The fixture is designed according to the center height of the spindle of our existing grinding machine and the specific shape of the guide rail.

Firstly, the screw 4 is placed on the guide rail of the machine tool , the positioning block 12 is stuck in the dovetail groove of the guide rail to position, and the member 4 is fixed on the guide rail of the machine tool by the screw on the member 10; the member 1 is fixed by two screws 2 On the piece 13, two screws 4 fix the piece 3 to the piece 1; the screw 2 and the screw 4 are required to be adjusted by a certain amount, and a core rod having the same diameter as the large circular hole on the piece 3 is used, and the through hole 3 is large. After adjusting the coaxiality of the fixture and the machine axis, fix the screws 2 and 4. Secondly, a specially designed clamp 6 is used, and the inner ring of the assembled 7-hole special bearing is bonded with a special adhesive; then the member 5 is mounted on the member 6 for driving action; Three pieces are attached together in the large hole of the piece 3. Finally, the outer ring of the member 3 is pressed by the member 4, and the workpiece is loaded by fixing with two screws 9.
Since the inner hole has been driven into the shape shown in Fig. 2, the intermediate portion can be ground into a desired circular arc shape as long as an R arc is formed on the outer circumference of the inner grinding wheel. The piece 11 is an elevated plate designed according to the existing wheel dresser, and the wheel dresser is fixed on the second piece 13 through the two through holes in the piece 11, so that the center of the diamond is at the same level as the center of the workpiece. It is convenient to dress the grinding wheel at any time during the processing.
When the arc hole is ground, the spindle of the machine tool is slid to the inner ring of the clamp to achieve the grinding requirement. Due to the overall self-grinding method of the bearing, the inner arc special bearing achieves a relatively high rotation precision of the inner ring arc (the majority of the arc surface is detected to be 0.006 mm). When grinding the inner arc, it is necessary to ensure that the symmetry of the center of the arc is within 0.1 mm, and the V-shaped iron with the baffle can be inspected on the universal tool microscope. Place the special bearing of the arc hole in the V-groove, first make the side stick to the baffle, and use the lever-type inductor comparator to extend into the hole and contact R. Move the microscope slide to move it to the arc at the inner hole R of the workbench. The highest point, and record the reading X1, then turn the special bearing of the arc hole 180?, so that the other side is stuck with the baffle, repeat the above operation, record the microscope reading X2, then the symmetry error of R is obtained. For (X1-X2)/2, adjust the position of the machine table by this value. By adopting the above measures, we finally processed a special arc-hole bearing that meets the requirements of use in batches, which solved the urgent need for production.
3. Conclusion
The inner arc hole rounding of the special bearing of the arc hole has reached the precision requirement of well-known foreign brands; and the overall assembly effect measurement has been slightly higher than the well-known foreign brands. At present, the results have been applied to our new product 4618 tool inspection instrument and 1640 knife adjustment instrument.
1.20mm Sponge PVC Flooring,it's the sponge backing PVC Flooring.it has 4 grade quality,normal quality 1.2mm Sponge PVC Flooring,1.2mm good quality sponge pvc flooring,not easy break sponge pvc flooring,different quality the price is different.
best selling size is 1.2mm*1.83m*30m,1.2mm*1.83m*30yard,1.2mm*1.83m*25m,1.2mm*1.83m*27.5m,1.2mm*1.83m*25yard,
1.2mm*72"*30m,1.2mm*72"*30yard,1.2mm*72"*25m,1.2mm*72"*27.5m,1.2mm*72"*25yard,
1.2mm*2m*30m,1.2mm*2m*30yard,1.2mm*2m*25m,1.2mm*2m*27.5m,1.2mm*2m*25yard,
1.2mm*79"*30m,1.2mm*79"*30yard,1.2mm*79"*25m,1.2mm*79"*27.5m,1.2mm*79"*25yard,.
the installation is easy,just to clean the room,then put the pvc flooring rolls.it very smoothly.
use the glue or not,it's depends on the customer,all is ok.
1.2MM Sponge PVC Flooring,PVC Roll Sponge Flooring,1.2MM PVC Sponge Flooring Roll,PVC Carpet Roll
XINLE CITY VAST PLASTIC CO.,LTD. , http://www.bodaflooring.com